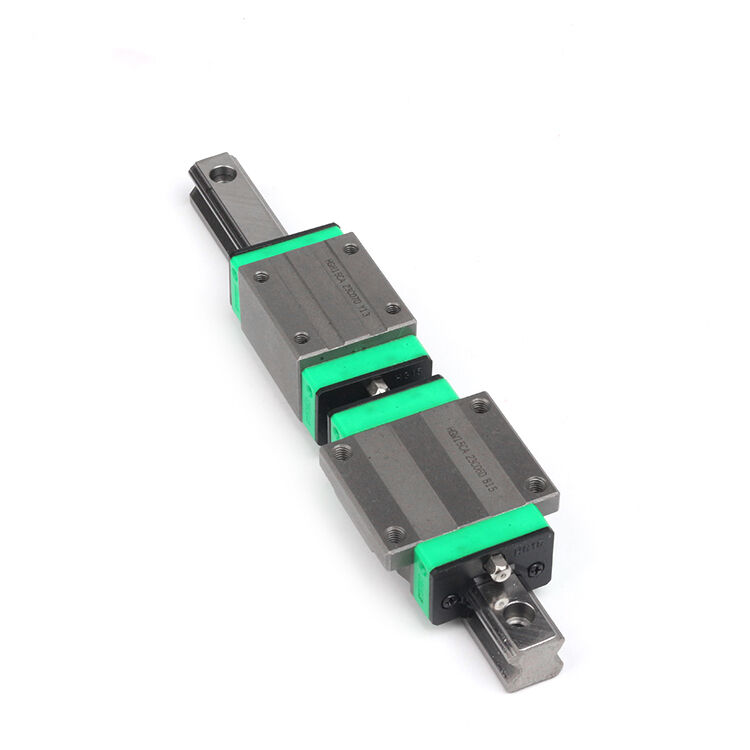
linear guide rail heavy duty
Linear guide rail heavy duty systems represent a cornerstone of modern industrial automation and precision machinery applications. These robust mechanical components serve as the foundation for smooth, accurate, and reliable linear motion in demanding industrial environments. A linear guide rail heavy duty system consists of a hardened steel rail paired with precision-engineered carriages that travel along the rail's surface with minimal friction and exceptional load-bearing capabilities. The primary function of linear guide rail heavy duty assemblies involves facilitating controlled linear movement while maintaining strict positioning accuracy and repeatability. These systems excel in applications requiring high load capacity, extended service life, and consistent performance under challenging operating conditions. The technological features of linear guide rail heavy duty systems include advanced bearing technologies, sophisticated lubrication systems, and precision manufacturing processes that ensure optimal performance. The rail profiles are typically manufactured from high-grade alloy steel and undergo specialized heat treatment processes to achieve superior hardness and wear resistance. The carriage assemblies incorporate precision ball or roller bearing elements that distribute loads evenly across the contact surfaces, reducing stress concentrations and extending operational life. Linear guide rail heavy duty systems find extensive applications across diverse industries including manufacturing automation, material handling equipment, machine tools, packaging machinery, and heavy industrial processing equipment. These systems enable precise positioning in CNC machines, support heavy payloads in automated assembly lines, and provide reliable motion control in harsh industrial environments. The versatility of linear guide rail heavy duty systems makes them indispensable components in applications ranging from high-speed pick-and-place operations to slow, high-torque positioning tasks. Modern linear guide rail heavy duty designs incorporate advanced sealing technologies that protect internal components from contamination while maintaining smooth operation in challenging environments.