
أولاً: تشخيص المشكلة: الاختناق في النظام التقليدي للأسطوانة • دقة موضعية غير كافية: عند تشغيل الأسطوانة مباشرة، ينحرف موضع العلامة بمقدار ±1.5 مم، مما يؤدي إلى حاجة نحو 23,000 منتج لإعادة الفحص اليدوي يوميًا
• دقة موضعية غير كافية: عند تشغيل الأسطوانة مباشرة، ينحرف موضع العلامة بمقدار ±1.5 مم، مما يؤدي إلى حاجة نحو 23,000 منتج لإعادة الفحص اليدوي يوميًا
• استقرار ضعيف: تؤدي القوة الجانبية على قضيب المكبس إلى تلف أجزاء الختم كل شهر، ويُشكل توقف خط الإنتاج بشكل غير مخطط له 15٪ من إجمالي ساعات العمل
• حدود السرعة: لتجنب الاهتزاز، تم تقييد سرعة الوسم بـ 60 قطعة في الدقيقة، وهي لا تتجاوز سوى 70٪ من الطاقة الإنتاجية المُصممة
• السبب الجوهري: يوجد محرك أسطواني بحت به عيبان جوهريان: أولًا، لا يتحمل عمود المكبس الأحمال الشعاعية بشكل جيد؛ وثانيًا، الحركة الترددية تفتقر إلى آلية توجيه دقيقة.
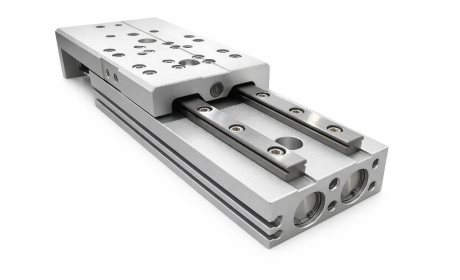
1. المفهوم الأساسي للتصميم
"دع الأسطوانة تركز على القوة الناتجة، واجعل السكة المساعدة مسؤولة عن التوجيه."
توفر الأسطوانة فقط القوة الدافعة المحورية، بينما تتحمل القضبان التوجيهية جميع الأحمال الشعاعية والموقع الدقيق
الأنابيب هيكل الاتصال العائم تم اعتماده: يتم توصيل الأسطوانة بالمنزلق من خلال وصلة تكيفية لإزالة خطأ التوازي في التركيب بينهما
2. التنفيذ المحدد
• اختيار السكك التوجيهية: تم اختيار سكك توجيه كروية خطية من السلسلة MG، بحمل مقدر يزيد عن ثلاثة أضعاف دفع الأسطوانة
• تحسين التخطيط:
المحور الأفقي: يتم ترتيب سكة توجيه واحدة مباشرة أسفل الأسطوانة، مشكلةً دعامة مثلثية مستقرة
المحور الرأسي: تعتمد تخطيطًا متماثلًا لسكتين توجيهيتين، مما يزيل تمامًا العزم الانحنائي لمسمار المكبس
• ترقية التحكم الذكي:
تُركَّب مقاييس شبكة مغناطيسية على منزلق السكة التوجيهية لتحقيق تغذية راجعة مغلقة لموضع الموقع
من خلال برمجة وحدة التحكم المنطقية القابلة للبرمجة (PLC)، يتم تشغيل الأسطوانة في وضع إبطاء الحركة قبل نهاية الشوط بـ 50 مم
مقياس الأداء |
قبل التعديل (الاسطوانة فقط) |
بعد التعديل (الاسطوانة + سكة التوجيه) |
تأثير التحسين |
دقة تكرار موقع الوسم |
±1.2 مم |
±0.05 مم |
تم تحسين الدقة بـ 24 مرة |
السرعة القصوى المستقرة للعمل |
60 مرة/دقيقة |
95 مرة/دقيقة |
زيادة السرعة بنسبة 58% |
عمر ختم الأسطوانة |
3 أسابيع |
9 أشهر |
تمديد العمر الافتراضي بـ 13 مرة |
نسبة منتجات الخطوة الأولى الناجحة |
87.5% |
99.6% |
انخفاض معدل العيوب بنسبة 96٪ |
وقت التوقف غير المخطط يوميًا |
2.1 ساعة |
0.3 ساعة |
انخفض بنسبة 86٪ |
1. الفوائد الاقتصادية المباشرة (تحسب سنويًا لكل خط إنتاج واحد)
فوائد زيادة الإنتاج: تحسين السرعة + تقليل وقت التوقف → زيادة إنتاجية سنوية بمقدار 1.42 مليون قطعة، بقيمة تقارب 2.13 مليون يوان صيني
وفورات في التكاليف
تقليل تكلفة الصيانة السنوية للأسطوانات بمقدار 80,000 يوان صيني
تقليل خسائر الهدر بقيمة 370,000 يوان صيني سنويًا
عائد الاستثمار: إجمالي استثمار التجديد هو 150,000 يوان صيني، وفترة الاسترداد لا تتجاوز 2.3 شهرًا
2. الفوائد التقنية والإدارية
الاختراق التكنولوجي: تم لأول مرة تحقيق وضع العلامات بدقة وبسرعة عالية على أسطح الزجاجات غير المنتظمة ذات المنحنيات المعقدة ولديها لزوجة عالية
ابتكار في الصيانة: تحويل الأسطوانة من "جزء عرضة للتلف" إلى "وحدة طاقة طويلة الأمد"، وتغيير نمط الصيانة من الإصلاح الطارئ إلى الصيانة الوقائية
أساس الرقمنة: يوفر بيانات حركية دقيقة تمهيدًا لإدخال نظام الصيانة التنبؤية لاحقًا
لقد تشكل هذا المخطط المركب للتوجيه إلى وحدات قياسية، وتم تنفيذه بنجاح في عدة سيناريوهات:
• آلات التعبئة والتغليف: ميكانيكية فتح وإغلاق غطاء الصندوق → حل مشكلة تآكل المفصل الأسطواني
• التجميع الإلكتروني: ميكانيكية ضغط الشريحة → تحقيق التحكم في الضغط ضمن مدى 0.02 مم
• فرز الخدمات اللوجستية: مشغل المدفّاع → يحافظ على خلوه من الأعطال لمدة ثلاث سنوات في ظل ظروف عمل تصل إلى 6000 مرة يوميًا
• التفكير في فصل الوظائف: النظام الذي يؤدي فيه الأسطوانة وسكة التوجيه وظائفهما الخاصة يكون أكثر كفاءة من ترقية عنصر واحد فقط
• رؤية التكلفة خلال دورة الحياة الكاملة: تُسترد التكلفة الأولية لاستثمار سكة التوجيه من خلال انخفاض كبير في تكلفة صيانة الأسطوانة
• التوازن بين التوحيد القياسي والمرونة: من خلال واجهات السكك التوجيهية القياسية، يمكن تكييف أسطوانات من علامات تجارية ومواصفات مختلفة بسرعة







