Nopeat linkit
I. Ongelman diagnosointi: Perinteisen sylinterijärjestelmän pullonkaula • Riittämätön asennustarkkuus: Kun sylinteriä ohjataan suoraan, etiketin paikka poikkeaa ±1,5 mm, mikä johtaa noin 23 000 tuotteen päivittäiseen tarpeeseen manuaaliseen uudelleentarkastukseen...
• Riittämätön asennustarkkuus: Kun sylinteriä ohjataan suoraan, etiketin paikka poikkeaa ±1,5 mm, mikä johtaa noin 23 000 tuotteen päivittäiseen tarpeeseen manuaaliseen uudelleentarkastukseen
• Huono vakaus: Sivusuuntaiset voimat vaikuttavat männänvarressa, mikä aiheuttaa tiivistysosien vaurioitumisen joka kuukausi, ja tuotantolinjan suunnattomat seisokit vievät 15 % kokonaistyöajasta
• Nopeusrajoitus: Värähtelyn välttämiseksi merkintänopeus on rajoitettu 60 kappaletta minuutissa, mikä on vain 70 % suunnitellusta tuotantokapasiteetista
• Perustavanlaatuinen syy: Puhtaasti sylinterikäyttöön perustuvalla ratkaisulla on kaksi sisäistä heikkoutta – männän varsi ei kestä hyvin säteittäisiä kuormituksia; edestakaiseen liikkeeseen puuttuu tarkka ohjausmekanismi.
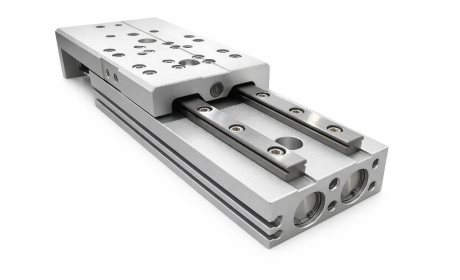
1. Ydinrakenneperiaate
"Antakoon sylinterin keskittyä voiman tuottamiseen ja käytettäköön ohjainta ohjaukseen."
Sylinteri tarjoaa ainoastaan aksiaalisen voiman, kun taas kaikki säteittäiset kuormitukset ja tarkka asennon määritys kuormittavat ohjaimia
Se "kelluvan liitoksen" rakenne on otettu käyttöön: sylinteri ja liukupala yhdistetään sopeutuvalla kytkennällä, joka poistaa niiden asennuksen yhdensuuntaisuusvirheen
2. Erityinen toteutus
• Ohjeraiteen valinta: Valitaan MG-sarjan mikrokuulalaakeroidut lineaariohjeraiteet, joiden nimelliskuorma on yli kolme kertaa suurempi kuin sylinterin työntövoima
• Asemointioptimointi:
Vaaka-akseli: Yksi ohjeraide asetetaan suoraan sylinterin alapuolelle, muodostaen stabiilin kolmionmuotoisen tuen
Pystyakseli: Käytetään symmetristä kaksinkertaisen ohjeraiteen asennusta, joka poistaa täysin pistokkeen taivutusmomentin
• Älykkään ohjauksen päivitys:
Magneettiset viivakaavat asennetaan ohjeraiteen liukuosan päälle saavuttamaan suljetun silmukan asemointipalautteen
PLC-ohjelmoinnin avulla sylinteri siirtyy hidastustilaan 50 mm ennen iskun päättymistä
Suorituskykymittari |
Ennen muutosta (Vain sylinteri) |
Muutoksen jälkeen (Sylinteri + ohjeraide) |
Parannusefekti |
Merkinnän toistotarkkuus |
±1.2mm |
±0.05mm |
Tarkkuus parantunut 24-kertaisesti |
Suurin vakaa työskentelynopeus |
60 kertaa/min |
95 kertaa/min |
Nopeus lisääntynyt 58 % |
Sylinterin tiivisteen kesto |
3 viikkoa |
9 kuukautta |
Kestoa pidennetty 13-kertaisesti |
Tuotteen ensimmäisen kerran hyväksyntäaste |
87.5% |
99.6% |
Vianmäärä vähentynyt 96 % |
Päivittäinen suunnittelematon seisoki |
2,1 tuntia |
0,3 tuntia |
Vähentynyt 86 % |
1. Suorat taloudelliset hyödyt (laskettuna vuositasolla yhtä tuotantolinjaa kohti)
Tuotannon kasvun hyödyt: Nopeuden parantuminen + seisokkien vähentyminen → Vuotuinen tuotannon lisäys 1,42 miljoonaa kappaletta, arvoltaan noin 2,13 miljoonaa yuania
Kustannusten säästö
Vähennä sylinterien vuotuista kustannusta 80 000 yuanilla
Vähennä jätetappiot 370 000 yuanilla vuodessa
Tuotto investoinnista: Kokonaisinvestointi remonttia varten on 150 000 yuania, ja takaisinmaksuaika on vain 2,3 kuukautta
2. Tekniset ja hallinnolliset hyödyt
Teknologinen läpimurto: Ensimmäistä kertaa on saavutettu nopea ja tarkka merkintä korkean viskositeetin epäsäännöllisille kaareville pinnalle (pullot)
Kunnossapidon innovaatio: Muunna sylinteri "keskeisestä heikosta kohdasta" "kestäväksi voimayksiköksi" ja siirry huoltotavassa hätäkorjauksesta ennaltaehkäisevään huoltoon
Digitalisaation perusta: Tarjoaa tarkan liike-aineen tiedot ennakoivan huoltosysteemin myöhempää käyttöönottoa varten
Tämä yhdistetty suuntaussuunnitelma on muodostanut standardoidut moduulit, ja sitä on sovellettu onnistuneesti useissa eri skenaarioissa:
• Pakkauskoneet: Laatikon kantimekanismin avaus- ja sulkemistoiminto → Ratkaisee sylinterin saranojen kulumisongelman
• Elektroninen kokoonpano: Piirilevyn painomekanismi → Saavuttaa paineen säädön 0,02 mm tarkkuudella
• Logistiikan lajittelu: Työntösauvan toimilaitin → ylläpitää nollavikaisen toiminnan kolmen vuoden ajan 6 000 käyttökertaa päivässä -käyttöolosuhteissa
• Toiminnallinen dekyplausajattelu: Järjestelmä, jossa sylintereillä ja ohjaimilla on omat tehtävänsä, on tehokkaampi kuin yhden komponentin korkeatasoistaminen
• Koko elinkaaren kustannusnäkymä: Ohjaimen alkuinvestointi kattautuu huomattavasti pienentyneiden sylinterin huoltokustannusten ansiosta
• Standardoinnin ja joustavuuden tasapaino: Standardoitujen ohjeraiteiden kautta eri merkkisiä ja -mallisaisia sylintereitä voidaan nopeasti sovittaa








