Γρήγοροι Σύνδεσμοι

I. Διάγνωση προβλήματος: Το σημείο στένωσης του παραδοσιακού συστήματος κυλίνδρου • Μη επαρκής ακρίβεια θέσης: Όταν ο κύλινδρος κινείται απευθείας, η θέση της ετικέτας αποκλίνει κατά ±1,5 mm, με αποτέλεσμα περίπου 23.000 προϊόντα να απαιτούν επανέλεγχο χειροκίνητα κάθε μέρα
• Μη επαρκής ακρίβεια θέσης: Όταν ο κύλινδρος κινείται απευθείας, η θέση της ετικέτας αποκλίνει κατά ±1,5 mm, με αποτέλεσμα περίπου 23.000 προϊόντα να απαιτούν επανέλεγχο χειροκίνητα κάθε μέρα
• Κακή σταθερότητα: Η πλευρική δύναμη στο έμβολο προκαλεί κάθε μήνα φθορά των στεγανοποιητικών εξαρτημάτων, και η απρόβλεπτη διακοπή λειτουργίας της γραμμής παραγωγής ανέρχεται στο 15% των συνολικών ωρών εργασίας
• Περιορισμός ταχύτητας: Για να αποφευχθεί ο δονητικός θόρυβος, η ταχύτητα ετικετοποίησης περιορίζεται στα 60 τεμάχια ανά λεπτό, ποσοστό που αντιστοιχεί μόνο στο 70% της σχεδιασμένης παραγωγικής ικανότητας
• Η βασική αιτία: Η αποκλειστική χρήση κυλίνδρου ως μέσο κίνησης παρουσιάζει δύο ενδημικά ελαττώματα - το έμβολο δεν είναι κατάλληλο να φέρει ακτινικά φορτία· η επαναλαμβανόμενη κίνηση δεν διαθέτει ακριβές μηχανισμό καθοδήγησης.
1. Βασική ιδέα σχεδίασης
"Ας επικεντρωθεί ο κύλινδρος στην παραγωγή δύναμης και ας αναλάβει ο οδηγός την καθοδήγηση."
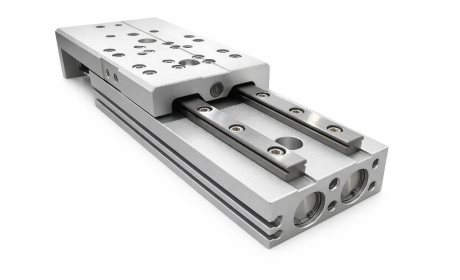
Ο κύλινδρος παρέχει μόνο αξονική δυναμική, ενώ όλα τα ακτινικά φορτία και η ακριβής τοποθέτηση αναλαμβάνονται από τους οδηγούς
Ο δομή "επιπλέουσας σύνδεσης" εφαρμόζεται: ο κύλινδρος και ο ολισθητήρας συνδέονται μέσω προσαρμοστικής σύζευξης για την εξάλειψη του σφάλματος παραλληλίας εγκατάστασης μεταξύ τους
2. Συγκεκριμένη υλοποίηση
• Επιλογή οδηγού ορίζοντα: Επιλέγονται μικροί γραμμικοί οδηγοί μπαλών MG σειράς, με ονομαστικό φορτίο περισσότερο από τρεις φορές τη δύναμη του κυλίνδρου
• Βελτιστοποίηση διάταξης:
Οριζόντιος άξονας: Ένας μοναδικός οδηγός τοποθετείται απευθείας κάτω από τον κύλινδρο, δημιουργώντας σταθερή τριγωνική στήριξη
Κάθετος άξονας: Χρησιμοποιεί συμμετρική διάταξη διπλών οδηγών, εξαλείφοντας πλήρως τη ροπή κάμψης της ράβδου του εμβόλου
• Αναβάθμιση νοημόνων ελέγχων:
Μαγνητικές κλίμακες τοποθετούνται στον ολισθητήρα του οδηγού για την επίτευξη ανάδρασης θέσης σε κλειστό βρόχο
Μέσω προγραμματισμού PLC, ο κύλινδρος μεταβαίνει σε λειτουργία επιβράδυνσης 50 mm πριν το τέλος της διαδρομής
Δείκτης απόδοσης |
Πριν από την τροποποίηση (Μόνο κύλινδρος) |
Μετά την τροποποίηση (Κύλινδρος + Οδηγός Ράγα) |
Αποτέλεσμα βελτίωσης |
Ακρίβεια επαναληψιμότητας θέσης σήμανσης |
±1.2mm |
±0.05mm |
Η ακρίβεια βελτιώθηκε 24 φορές |
Μέγιστη σταθερή ταχύτητα λειτουργίας |
60 φορές/min |
95 φορές/min |
Η ταχύτητα αυξήθηκε κατά 58% |
Διάρκεια ζωής σφράγισης κυλίνδρου |
3 εβδομάδες |
9 Μήνες |
Η διάρκεια ζωής επεκτάθηκε 13 φορές |
Ποσοστό πρώτης επιτυχούς παραγωγής προϊόντος |
87.5% |
99.6% |
Ο βαθμός ελαττωμάτων μειώθηκε κατά 96% |
Καθημερινή απρογραμμάτιστη διακοπή λειτουργίας |
2,1 ώρες |
0,3 ώρες |
Μειώθηκε κατά 86% |
1. Άμεσα οικονομικά οφέλη (υπολογίζεται ανά έτος για μία μοναδική γραμμή παραγωγής)
Οφέλη αύξησης παραγωγής: Βελτίωση ταχύτητας + μείωση χρόνου αδράνειας → Ετήσια αύξηση παραγωγής κατά 1,42 εκατομμύριο τεμάχια, αξίας περίπου 2,13 εκατομμύρια γουάν
Εξοικονόμηση κόστους
Μείωση του ετήσιου κόστους συντήρησης των εμβόλων κατά 80.000 γουάν
Μείωση των απωλειών από απόβλητα κατά 370.000 γουάν ετησίως
Απόδοση επένδυσης: Το συνολικό κόστος επένδυσης για την αναβάθμιση είναι 150.000 γουάν, με περίοδο απόσβεσης μόλις 2,3 μήνες
2. Τεχνικά και διοικητικά οφέλη
Τεχνολογική διάσπαση: Για πρώτη φορά επιτεύχθηκε η υψηλής ταχύτητας και ακριβής ετικέτευση φιαλών με υψηλής ιξώδους ακανόνιστη καμπύλη επιφάνεια
Καινοτομία στη συντήρηση: Μετατροπή του εμβόλου από «κρίσιμο ευάλωτο εξάρτημα» σε «μονάδα μακράς διαρκείας», με αλλαγή της μορφής συντήρησης από επείγουσα σε προληπτική
Η βάση της ψηφιοποίησης: Παρέχει ακριβή δεδομένα κίνησης για τη μελλοντική εισαγωγή συστήματος προβλεπτικής συντήρησης
Αυτό το σύνθετο σχήμα προσανατολισμού έχει δημιουργήσει τυποποιημένα μοντούλα και έχει αναπαραχθεί επιτυχώς σε πολλαπλά σενάρια:
• Μηχανήματα συσκευασίας: Μηχανισμός ανοίγματος και κλεισίματος καπακιού κουτιού → Επίλυση του προβλήματος φθοράς αρθρώσεων κυλίνδρου
• Ηλεκτρονική συναρμολόγηση: Μηχανισμός πίεσης τσιπ → Επίτευξη ελέγχου πίεσης εντός 0,02 mm
• Ταξινόμηση λογιστικής: Ενεργοποιητής ράβδου ωθήσεως → Διατηρεί μηδενική βλάβη για τρία χρόνια υπό συνθήκη λειτουργίας 6.000 φορές την ημέρα
• Σκέψη λειτουργικής αποσύζευξης: Ένα σύστημα όπου ο κύλινδρος και ο οδηγός άγονται εκτελούν τα αντίστοιχα καθήκοντά τους είναι αποτελεσματικότερο από την υψηλής ποιότητας βελτίωση ενός μόνο συστατικού
• Η οπτική του πλήρους κύκλου ζωής: Η αρχική επένδυση στη γραμμή οδήγησης καλύπτεται από μια σημαντική μείωση του κόστους συντήρησης του κυλίνδρου
• Ισορροπία μεταξύ τυποποίησης και ευελιξίας: Μέσω τυποποιημένων διεπαφών γραμμής οδήγησης, κύλινδροι διαφορετικών μάρκων και προδιαγραφών μπορούν να προσαρμοστούν γρήγορα







