Szybkie linki

I. Diagnoza problemu: Wąskie gardło tradycyjnego systemu cylindra • Niewystarczająca dokładność pozycjonowania: Gdy cylinder jest napędzany bezpośrednio, pozycja etykiety odchyla się o ±1,5 mm, co powoduje konieczność ręcznej ponownej kontroli około 23 000 produktów każdego dnia
• Niewystarczająca dokładność pozycjonowania: Gdy cylinder jest napędzany bezpośrednio, pozycja etykiety odchyla się o ±1,5 mm, co powoduje konieczność ręcznej ponownej kontroli około 23 000 produktów każdego dnia
• Słaba stabilność: Siła boczna działająca na tłok powoduje uszkodzenie elementów uszczelniających co miesiąc, a czas przestoju linii produkcyjnej nieplanowany stanowi 15% całkowitego czasu pracy
• Ograniczenie prędkości: Aby uniknąć wibracji, prędkość naklejania jest ograniczona do 60 sztuk na minutę, co stanowi jedynie 70% zaprojektowanej wydajności produkcji
• Podstawowa przyczyna: Sam napęd cylindrowy ma dwie wrodzone wady – trzpień tłoka nie nadaje się do przenoszenia obciążeń radialnych; ruch posuwisto-zwrotny nie posiada precyzyjnego mechanizmu prowadzenia.
1. Główne założenie projektowe
"Niech cylinder skupi się na napędzie, a prowadnica zajmie się prowadzeniem."
Cylinder dostarcza wyłącznie siłę napędową w kierunku osiowym, podczas gdy całe obciążenia radialne oraz precyzyjne pozycjonowanie są przejęte przez prowadnice
The przyjęto strukturę typu "płynące połączenie": cylinder i suwak są połączone za pomocą sprzęgła adaptacyjnego, eliminując błąd równoległości montażu pomiędzy nimi
2. Konkretna implementacja
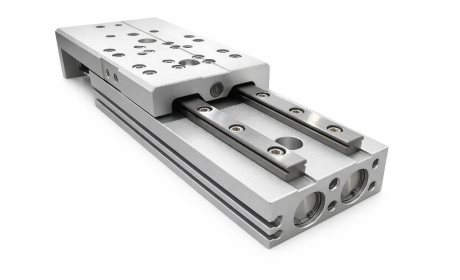
• Dobór szyn prowadzących: Wybierane są mikrołaty kulowe serii MG, o nośności ponad trzykrotnie przekraczającej siłę ciągu cylindra
• Optymalizacja układu:
Oś pozioma: Jedna szyna prowadząca jest rozmieszczona bezpośrednio pod cylindrem, tworząc stabilne podparcie trójkątne
Oś pionowa: Zastosowano symetryczny układ podwójnych szyn prowadzących, całkowicie eliminujący moment zginający tłoka
• Modernizacja sterowania inteligentnego:
Na suwaku szyny prowadzącej montowane są taśmy magnetyczne do pomiaru położenia, umożliwiające sprzężenie zwrotne w układzie zamkniętym
Poprzez programowanie PLC cylinder przełącza się w tryb hamowania 50 mm przed końcem skoku
Wskaźnik wydajności |
Przed modyfikacją (Tylko cylinder) |
Po modyfikacji (Cylinder + szyna prowadząca) |
Efekt ulepszenia |
Powtarzalność dokładności pozycjonowania etykietowania |
±1.2mm |
±0,05mm |
Dokładność poprawiona 24 razy |
Maksymalna stabilna prędkość pracy |
60 razy/min |
95 razy/min |
Prędkość zwiększona o 58% |
Okres użytkowania uszczelnienia cylindra |
3 tygodnie |
9 miesięcy |
Okres użytkowania wydłużony o 13 razy |
Wskaźnik pierwszej próby wyrobu |
87.5% |
99.6% |
Wskaźnik wad zmniejszony o 96% |
Codzienna planowa przerwa technologiczna |
2,1 godziny |
0,3 godziny |
Zmniejszono o 86% |
1. Bezpośrednie korzyści ekonomiczne (obliczone rocznie dla jednej linii produkcyjnej)
Korzyści z wzrostu produkcji: poprawa szybkości + skrócenie przestojów → roczny wzrost produkcji o 1,42 mln sztuk, co odpowiada wartości ok. 2,13 mln yuanów
Oszczędności kosztów
Zmniejsz roczny koszt konserwacji cylindrów o 80 000 yuanów
Zmniejsz straty związane z odpadami o 370 000 yuanów rocznie
Zwrot z inwestycji: całkowity koszt modernizacji wynosi 150 000 yuanów, a okres zwrotu to zaledwie 2,3 miesiąca
2. Korzyści techniczne i zarządcze
Przełom technologiczny: po raz pierwszy osiągnięto szybkie i precyzyjne etykietowanie butelek o nieregularnych, krzywoliniowych powierzchniach o wysokiej lepkości
Innowacja w zakresie konserwacji: przekształć cylinder ze „składowej kluczowej podatnej na uszkodzenia” w „trwały element napędowy”, a tryb konserwacji zmień z napraw awaryjnych na profilaktyczne
Podstawa cyfryzacji: dostarcza dokładnych danych ruchowych umożliwiających późniejsze wprowadzenie systemu konserwacji predykcyjnej
Ten złożony schemat orientacji został przekształcony w standardowe moduły i pomyślnie zastosowany w wielu różnych scenariuszach:
• Maszyny pakujące: Mechanizm otwierania i zamykania pokrywy skrzynki → Rozwiązanie problemu zużycia zawiasu cylindra
• Zespół elektroniczny: Mechanizm docisku czipu → Uzyskanie kontroli ciśnienia w zakresie 0,02 mm
• Sortowanie logistyczne: Siłownik tłokowy → zapewnia zerową awaryjność przez trzy lata przy warunku pracy 6000 razy dziennie
• Myślenie oparte na dekodowaniu funkcjonalnym: System, w którym cylinder i prowadnica działają oddzielnie i pełnią swoje konkretne zadania, jest bardziej efektywny niż podnoszenie zaawansowania pojedynczego komponentu
• Podejście uwzględniające całkowity koszt cyklu życia: Początkowy koszt inwestycji w prowadnicę jest rekompensowany znacznym zmniejszeniem kosztów konserwacji cylindra
• Równowaga między standaryzacją a elastycznością: Dzięki standardowym interfejsom szyn prowadящих, cylindry różnych marek i specyfikacji mogą być szybko dostosowane







